一、施工完毕后,乙方应在防护区域涂刷一层纳米修复液,对管子进行基本维护修根据设计要求,严格安装施工工艺进行导流板的焊接施工。
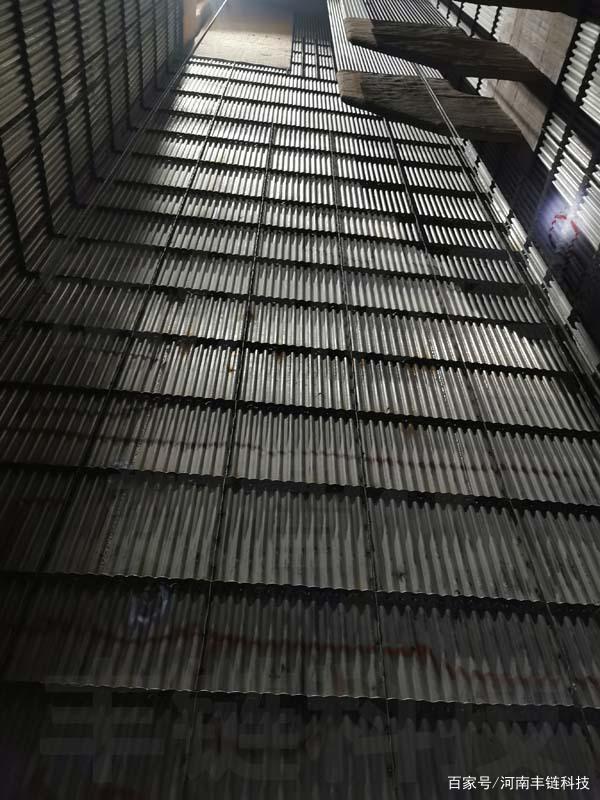
二、使用直线波复式焊接,这样能够整体体现块与块的连接、互触和承力的各种体现,发挥出更优越的性能和防磨效果,导流片与导流片之间,导流片与管子之间保留热膨胀间隙。
三、按技术性能要求,掌握好导流板的角度和导流板的垂直度,焊缝要平整,焊接点要牢固,焊机电流要调好,发挥焊机较好效果,上面满焊均匀,下面点焊牢固,焊接标准,不脱落,管子与导流板的间隙3毫米左右,间隙过大必须进行填充处理,竖板焊法:点焊,双面垂直三点,标准牢固。
四、加装导流横板,密相区加导流板,分12层,横板分连一、连二、连三三种。
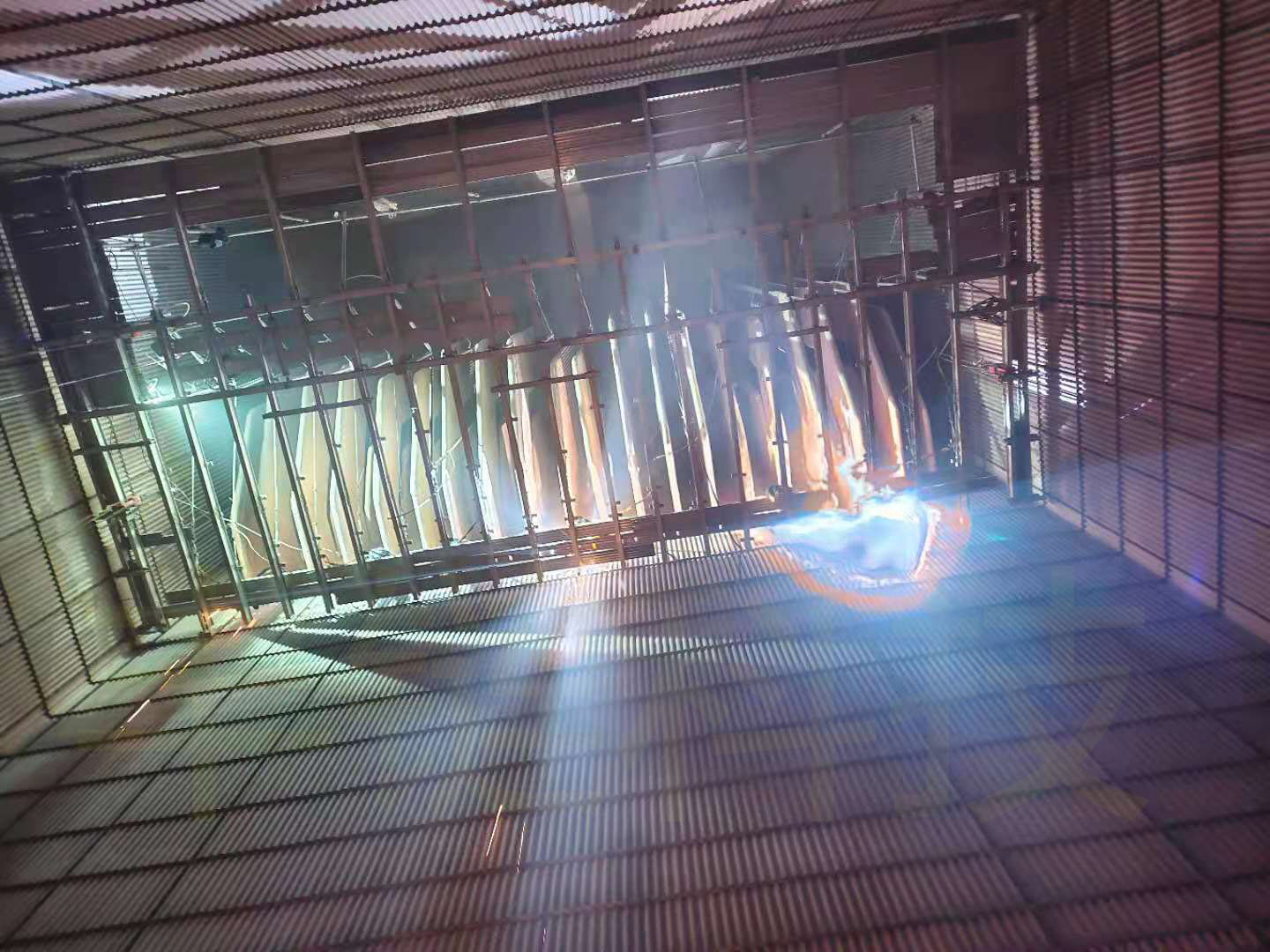
五、加装导流板竖版暂定90道,从角向外第四根水冷壁管开始,焊接垂直三点,两则墙共做4道,下面2层,后墙共做3道,前墙共做3道,其他几层每面墙做2道,每面墙必须均称分布。
详细施工细节,可参加我公司举办的在线直播或公司内培训实践课程。