1、循环流化床锅炉简介
循环流化床(Circulating Fluidized Bed,CFB)锅炉是目前较为成熟的洁净煤技术,具有燃料适应性广、运行特性好、环保性能强等优点,在国内矸石发电、有色冶金、氯碱化工、造纸纺织等行业中广泛使用,成为了电力和蒸汽供应的重要解决方案。在循环流化床锅炉快速发展的同时,其也暴露出一些问题,特别是锅炉厂在进行设计时对国内煤种和运行条件考虑不足,部分循环流化床锅炉炉内磨损严重、连续运行时间短。
2、磨损发生的机理
循环流化床锅炉水冷壁磨损由其运行机理所致,在炉内“环-核”流动结构影响下,中心气流向上运动,四周贴壁流向下流动。在贴壁流向下流动的过程中,速度不断增大,水冷壁因长期受到冲刷而磨损严重。
一般认为灰对管壁的磨损速率与其速度、灰浓度及灰粒度存在公式的关系:
式中:E──磨损速率,μm/100h;W──灰速度,m/s;D──灰粒度,mm;U──灰浓度,kg/(m2˙s)。
循环流化床锅炉炉膛处于快速流态化状态,炉膛四周近壁区颗粒团沿着水冷壁向下加速流动,并且浓度呈指数增加。灰对循环流化床锅炉水冷壁管的磨损速率与贴壁流速度的三次方成和贴壁流浓度成正比。循环流化床锅炉贴壁流速度高、浓度大是造成水冷壁磨损严重的主要原因,如果燃用的是高灰分劣质煤,则水冷壁磨损问题将尤为突出。
循环流化床锅炉防磨的重点区域是密相区耐火耐磨材料与稀相区光管水冷壁之间的交界面。密相区耐火耐磨材料敷设在水冷壁管上,不会对水冷壁管产生磨损;稀相区物料浓度较低,且物料流向与水冷壁管方向一致,一般也不会产生大的磨损。在两者之间的过渡区域,颗粒浓度相对较高,且管子方向与物料流向不一致,易产生涡流引起磨损。
3研究对象
某电厂8台240t/h CFB锅炉锅炉主要由炉膛、高温绝热分离器、自平衡“U”形回料阀和尾部对流烟道组成,采用单炉膛膜式水冷壁,循环物料的分离采用高温绝热旋风分离器,过热器分三级布置,中间设二级喷水减温器,尾部烟道设三级省煤器和一、二级空气预热器。
锅炉2个高温绝热分离器布置在燃烧室与尾部对流烟道之间,高温绝热分离器回料腿下布置一个非机械型回料阀,回料为自平衡式,流化密封风用高压风机单独供给,分离器及回料阀外壳由钢板制造,内衬绝热材料及耐磨耐火材料。对于这8台锅炉而言,受热面磨损较重,锅炉连续运行时间一般仅为3~4个月,低于国内平均水平。
4防磨隔板技术应用效果
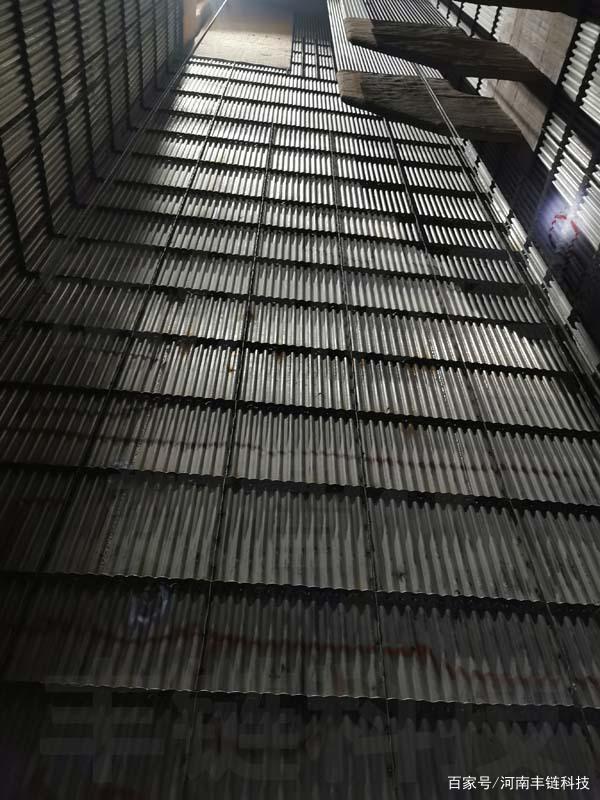
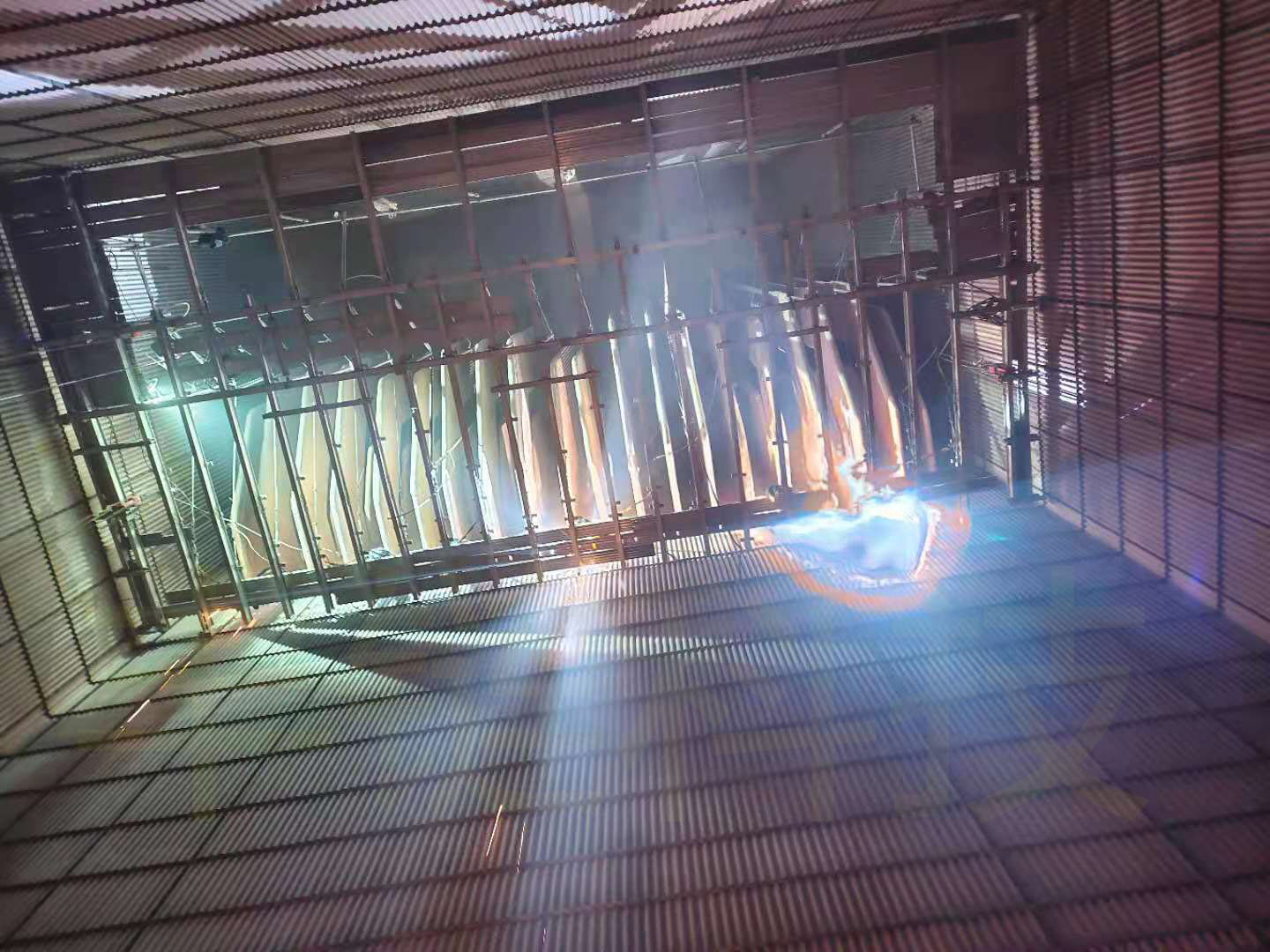
为降低锅炉磨损,电厂首先选取防磨隔板技术进行了示范锅炉改造,在炉膛四周沿高度方向呈一定布置了五道防磨隔板,防磨隔板焊接在膜式水冷壁管中间的鳍片上,与水冷壁管之间留有一定的膨胀间隙。根据防磨隔板技术设计原理,通过此技术逐级降低贴壁灰流速和浓度,延长了水冷壁的使用周期。
水冷壁导流防磨新技术是将导流板分层安装在炉膛四壁,多层主动阻挡贴壁灰流,使携带物料冲刷水冷壁贴壁流得到有效疏导,从导流板溢出灰流依然沿垂直水冷壁管排表面及管间凹槽流下但不会紧贴表面。贴壁灰流对导流板下的垂直水冷壁管的磨损也大大减小。达到改变物料流流向降低物料流流速,可逐级降低贴壁灰流速和浓度, 隔离物料流与水冷壁的高速碰撞,极大降低物料颗粒和贴壁灰流对水冷壁切削磨损的目的,从而从根本上解决水冷壁管磨损问题。此方法也可方便的用于早期的循环流化床锅炉的改造,不受耐磨材料处是否让管和平滑的限制,还可以用于炉膛中部局部凸起位置的防磨。防磨效果良好,一直运行未再更换水冷壁管。
5防磨梁技术应用效果
与防磨隔板不同,防磨梁技术主要由抓钉、耐火耐磨可塑料组成防磨凸台(防磨梁),贴壁流在下降过程中受到防磨凸台(防磨梁)阻挡限制了速度和浓度,进而减小了磨损。由于构成防磨梁的主体是耐火耐磨可塑料,而且整根防磨梁是一次成型,梁本体坚固牢靠,由于焊接工作量主要集中在销钉上,因此施工更为容易。重点对防磨梁的敷设高度、结构尺寸进行了核算,在保证防磨效果的同时减少对锅炉传热的影响。
从实际应用情况来看,8台240t/h循环流化床锅炉采用防磨梁技术后连续运行时间普遍延长至8~10个月,停炉检修水冷壁更换量由之前的60~80根降低至10根以下,依然需要更换水冷壁管。对比改造前后运行数据,在相同工况下床温增加幅度为5℃,但锅炉出力负荷受到明显的影响。
6分析与结论
1)在改善边壁流流动特性方面,防磨梁技术和防磨隔板技术原理近似,虽然防磨梁也比较坚固耐用,但相比较智能制造耐磨防磨合金防磨隔板,大大不如;
2)防磨隔板的防磨部署和施工设计将会极大平衡锅炉运行出力的影响,防磨梁布置方案即使经过详细计算后,依然会有明显的对锅炉运行影响;
3)240t/h循环流化床锅炉采用智能制造耐磨防磨导流板防磨技术后连续运行周期可以从3~4个月延长至一年以上,同时每次停炉检修工作量大幅度下降;
4)智能制造耐磨防磨防磨导流板技术防护效果优良,应作为循环流化床锅炉防磨治理的首选技术。